I. Prehľad
S rýchlym rozvojom medzinárodnej chemickej a energetickej logistiky sa skladovacie nádrže a kontajnery z nehrdzavejúcej ocele široko používajú pri preprave a skladovaní chemikálií, potravín a nápojov, energie a iných materiálov. Vďaka svojej vynikajúcej húževnatosti pri nízkych teplotách a dobrej odolnosti proti korózii sa austenitická nehrdzavejúca oceľ široko používa pri konštrukcii kryogénnych skladovacích nádrží, zariadení a veľkých kryogénnych štruktúr.

Kryogénny zásobník
2.Krátke predstavenie našich spotrebných materiálov na zváranie z nehrdzavejúcej ocele -196℃ pri nízkej teplote
| Kategória | Meno | Model | Štandardné | Poznámka | |
| GB/YB | AWS | ||||
| elektróda | GES-308LT | A002 | E308L-16 | E308L-16 | -196℃≥31J |
| Tavný drôt | GFS-308LT | - | TS 308L-F C11 | E308LT1-1 | -196℃≥34J |
| Pevný drôt | GTS-308LT (TIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J |
| GMS-308LT (MIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J | |
| SAW | GWS-308/ GXS-300 | - | S F308L FB-S308L | ER308L | -196℃≥34J |
3. Naša elektróda GES-308LT (E308L-16)
Aby sme uspokojili dopyt na trhu, naša spoločnosť vyvinula rôzne elektródy z austenitickej nehrdzavejúcej ocele s ultranízkou teplotou, vysokou húževnatosťou, chemickým zložením naneseného kovu (ako je uvedené v tabuľke 1) a stabilnými mechanickými vlastnosťami (ako je uvedené v tabuľke). 2) a má vynikajúci výkon pri zváraní vo všetkých polohách a vynikajúcu rázovú húževnatosť pri nízkych teplotách, vplyv množstva feritu na hodnotu nárazu (tabuľka 3).
1.Chemické zloženie naneseného kovu
| E308L-16 | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | N | Fn |
| Pozn. (%) | 0,04 | 0,5-2,5 | 1,0 | 0,030 | 0,020 | 9,0-12,0 | 18,0-21,0 | 0,75 | 0,75 | - | - |
| Ukážka1 | 0,022 | 1,57 | 0,62 | 0,015 | 0,006 | 10.25 hod | 19.23 | 0,020 | 0,027 | 0,046 | 6.5 |
| Ukážka2 | 0,037 | 2.15 | 0,46 | 0,018 | 0,005 | 10.44 | 19.19 | 0,013 | 0,025 | 0,45 | 3.8 |
| Ukážka3 | 0,032 | 1.37 | 0,49 | 0,017 | 0,007 | 11,79 | 18,66 | 0,021 | 0,027 | 0,048 | 0,6 |
Tabuľka 1
2.Mechanické vlastnosti naneseného kovu
| E308L-16 | Výťažok MPa | Ťahový MPa | Predĺženie % | -196℃vplyv J/℃ | GB/T4334-2020 E Medzikryštalická korózia | Radiografická kontrola | Poznámka | |
| Jediná hodnota | Priemerná hodnota | |||||||
| NB | - | 510 | 30 | - | - | - | I | - |
| Ukážka1 | 451 | 576 | 42 | 32/32/33 | 32.3 | kvalifikovaní | I | - |
| Ukážka2 | 436 | 563 | 44 | 39/41/39 | 39.7 | kvalifikovaní | I | - |
| Ukážka3 | 412 | 529 | 44,5 | 52/53/55 | 53,3 | kvalifikovaní | I | - |
Tabuľka 2
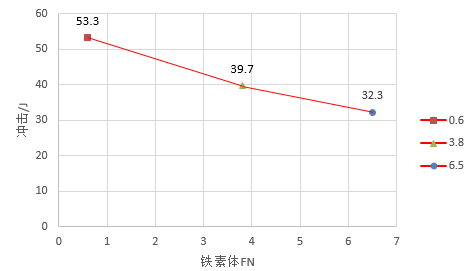
3. Vplyv množstva uloženého kovového feritu na náraz
4. Zobrazenie procesu zvárania (φ3,2 mm)


Vzpriamené zváranie pred a po odstránení trosky (DC+)


Zváranie potrubia pred a po odstránení trosky (DC+)
4. Bezpečnostné opatrenia pre vertikálne zváranie
1. Malo by sa použiť zváranie nízkym prúdom;
2. Udržujte oblúk čo najnižší;
3. Keď sa oblúk vychýli na obe strany drážky, na chvíľu zastavte a šírka výkyvu sa reguluje v rámci 3-násobku priemeru elektródy.
5. Obrázok potrubia aplikácie zváracích prídavných materiálov

Pre prídavné materiály na zváranie nehrdzavejúcej ocele s nárazom pri nízkej teplote -196 ℃ už po rokoch výskumu a vývoja prídavných materiálov na zváranie máme zodpovedajúci podporný prídavný materiál pre zváracie tyče, plné jadrá, tavivové jadrá a ponorené oblúky a vyvinuli sme nepretržitý oblúk ručnou elektródou zvárací spotrebný materiál pre zváranie vo všetkých polohách a má veľa úspechov v inžinierskych aplikáciách, vítame zákazníkov, aby sa poradili a vybrali!
Čas odoslania: 16. decembra 2022