Vývoj feritickej žiaruvzdornej ocele
Zvýšte Cr-1,25Cr na 12Cr
Pridajte V, Nb, Mo, W, Co atď.
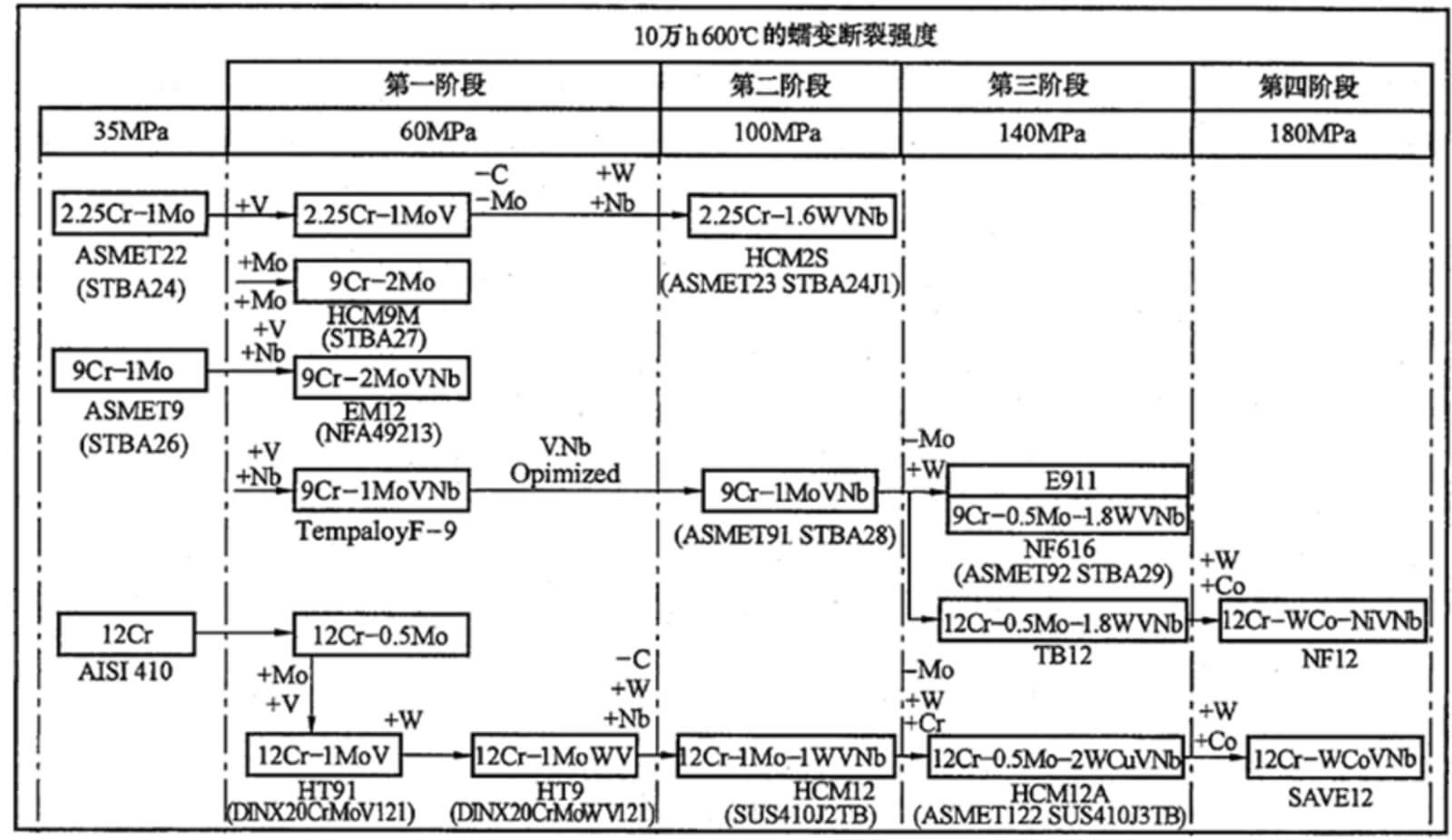
Trend vývoja feritickej žiaruvzdornej ocele
Poznámka:
Podľa medzinárodnej praxe sa takzvané perlitové, bainitové a martenzitické žiaruvzdorné ocele v kotlových a potrubných oceliach súhrnne označujú ako „feritické žiaruvzdorné ocele“.
S úpravou energetickej štruktúry mojej krajiny a optimalizáciou výstavby napájania sa stali dominantnými vysokoúčinné, čisté a ekologické veľkokapacitné a vysokoparametrové bloky. Zvýšením parametrov pary (tlaku a teploty) môže efektívne zlepšiť tepelnú účinnosť jednotky, znížiť spotrebu uhlia a znížiť emisie CO2. V súčasnosti je hlavným spôsobom zlepšenia účinnosti tepelných blokov zlepšenie parametrov pary a vývoj superkritických (SC) a ultra-superkritických (USC) jednotiek. V súčasnosti je v mojej krajine uvedených do prevádzky viac ako 100 miliónov kilowattových ultrasuperkritických (USC) jednotiek, ktoré sú na prvom mieste na svete v množstve aj celkovej kapacite.
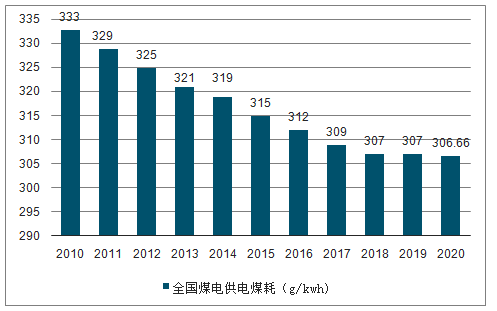
Štatistika a prognóza spotreby uhlia pri zásobovaní energiou z uhlia v Číne od roku 2010 do roku 2020
2.Hlavná zváracia tyč z chróm molybdénovej ocele
Tabuľka 2 Zobrazenie výkonu reprezentatívnych elektród z perlitickej žiaruvzdornej ocele
| Položka | Hlavná zložka | Teplo℃*H | Mechanické správanie | ||||
| Výťažok Mpa | Ťahový Mpa | Predĺžiť % | Šok J/℃ | ||||
| GER-107 | 0,5 % Mo | 620*1 | 477 | 570 | 24.0 | 152/0 | - |
| GER-207 | 0,5%Cr-0,5%Mo | 690*1 | 490 | 590 | 23.0 | 143/0 | - |
| GER-307 | 1,25%Cr-0,5%Mo | 690*1 | 490 | 590 | 23.0 | 146/0 | - |
| GER-317 | 1,25%Cr-0,5%Mo-V | 730*2 | 541 | 635 | 22.5 | 166/0 | - |
| GER-407 | 2,25%Cr-1%Mo | 690*1 | 586 | 682 | 21.0 | 142/0 | - |
| GER-417 | 2,25%Cr-1%Mo-V | 720*8 | 556 | 657 | 21.0 | 145/-18 | 120/-30 |
| GER-507 | 5%Cr-0,5%Mo | 740*1 | 490 | 605 | 23.0 | 124/0 | - |
Poznámka:
1. Naša spoločnosť vyvinula EXXXX-15, EXXXX-16, EXXXX-18 a ďalšie série povlakových trosiek pre elektródy rovnakej triedy, aby vyhovovali rôznym požiadavkám trhu. Vyššie uvedené ukazuje iba výkon elektród EXXXX-15.
3.2 Zoznam podkritických a super (ultra)kritických feritických/martenzitických žiaruvzdorných oceľových elektród
| POLOŽKA | ŠTANDARDNÝ | Hlavná postava |
| GER-707 | AWS A5.5 E8015-B8 GB/T 5118 E6215-9C1M | 9%Cr-1%Mo Drôt z uhlíkovej ocele, hlavné zloženie zliatiny je prevedené z povlaku, vhodné pre tepelné podkritické jednotky, zváranie ocele A213-T9, A335-P9 (ekonomické a použiteľné, dobré spracovanie) |
| GER-91 Typ jadra | AWS A5.5 E9015-B91 GB/T 5118 E6215-9C1MV | 9%Cr-1%Mo-Nb-vn Vhodné pre tepelne kritické jednotky, zváranie ocele T/P 91, hlavné zloženie zliatiny sa prenáša zo zváracieho jadra, vysokoteplotná mikroštruktúra a stabilita výkonu |
| GER-91M kožné jadro liečiva | 9%Cr-1%Mo-Nb-VN Vhodné pre tepelne kritické jednotky, zváranie ocele T/P 91, hlavné zloženie zliatiny sa prenáša zo zváracieho jadra, vysokoteplotná mikroštruktúra a stabilita výkonu | |
| GER-92 Typ jadra | AWS A5.5 E9015-B92 | 9%Cr-0,5%Mo-WV-Nb-N Vhodné pre tepelné výkonové nadkritické jednotky, zváranie ocele T/P 92, hlavné zloženie zliatiny je prechodom z jadrového drôtu, vysokoteplotná mikroštruktúra a stabilita výkonu |
| GER-93 | Náš štandard | 9%Cr-3%W-3%Co-Cu-V-Nb-B Je vhodný na zváranie pokročilej vysoko nadkritickej ocele G115 na výrobu tepelnej energie. Má dobrú štruktúru a stabilitu výkonu pri vysokej teplote. Odolná pevnosť je 1,5-krát väčšia ako u ocele P92 a jej odolnosť voči oxidácii a korózii parou pri vysokej teplote je lepšia ako u ocele P92. |
Zobrazenie výkonu elektródy
| Položka | Hlavná zložka | Teplo℃*H | Mechanické správanie | |||
| Výťažok Mpa | Ťahový Mpa | Predĺžiť % | Šok J | |||
| GER-707 | 9%Cr-1%Mo | 740*1 | 540 | 670 | 24.0 | 119,7 |
| GER-91 | 9%Cr-1%Mo-Nb-VN | 760*2 | 557 | 702 | 21.0 | 96,3 |
| GER-91M | 9%Cr-1%Mo-Nb-VN | 760*2 | 553 | 701 | 22.5 | 81,0 |
| GER-92 | 9%Cr-0,5%Mo-WV-Nb-N | 760*2 | 596 | 706 | 21.5 | 103,0 |
| GER-93 | 9%Cr-3%W-3%Co | 770*4 | 580 | 720 | 20.0 | 77,7 |
Poznámka:
1. GER-91M je prechod povlakom, to znamená, že zváracím jadrom je obyčajný drôt z uhlíkovej ocele a hlavná zliatina je prevedená povlakom. V porovnaní s GER-91 (typ s prechodom jadrového drôtu) má lepšie ekonomické výhody a je naším hlavným produktom zváracích tyčí pre superkritickú tepelnú energiu.
3. Verzia normy ASME z roku 2015 vyžaduje elektródu E9015-B91 Mn+Ni≤1,4 % a verzia z roku 2017 vyžaduje ≤1,2 % pre základný kov. (Najnovšia verzia ASME z roku 2021 naďalej používa verziu požiadaviek ASME na zloženie z roku 2015 pre elektródy E9015-B91/B92). Aby sme uspokojili dopyt trhu, naše zváracie drôty E9015-B91 a E9015-B92 vyvinuli dva typy zodpovedajúcich zváracích materiálov: Mn+Ni≤1,4 % a Mn+Ni≤1,2 %. Pretože druhý má väčší dopyt na trhu, vyššie uvedené ukazuje, že 91/92 elektród je nanesených kovový Mn+Ni≤1,2 %.
4. Ukážka hodnotenia procesu pre ultrasuperkritické elektródy
4.1 Procesná kvalifikácia zvarových spojov P91/92

6. Výhody a vlastnosti našich žiaruvzdorných oceľových elektród pre chróm-molybdénovú oceľ
1. Existuje veľa odrôd a všetky druhy
●Zloženie sa pohybuje od 0,5%Mo do 9%Cr-3%W-3%Co.
●Použite teplotu od 500 ℃ do 650 ℃.
●Rôzne farby povlakov a typy povlakov (EXXXX-15, EXXXX-16, EXXXX-18) možno použiť pri rôznych príležitostiach (všeobecný typ, typ silnej oblúkovej sily pre potrubia na výrobu elektrickej energie).
●Môže spĺňať požiadavky na zváranie väčšiny Cr-Mo ocelí.
2. Dobrý výkon
Vynikajúce mechanické vlastnosti, dobrý výkon pri vysokej teplote (tečenie pri vysokej teplote a starnutie pri vysokej teplote).
3. Dobré remeselné spracovanie
Elektróda má vynikajúcu spracovateľnosť vo všetkých polohách, stabilné spaľovanie oblúka, dobrú tuhosť a silu ofukovania, malý rozstrek, dobrú tekutosť, krásny tvar zvaru a ľahké odstraňovanie trosky po zváraní.
4. Vedúce postavenie v odvetví
Spolupracovala s Inštitútom tepelného inžinierstva v Suzhou a v roku 2015 prešla kontrolou „T/P 91/92 Localization Appraisal Meeting“ a spolupracovala s hlavnými domácimi energetickými jednotkami, ako sú Shenhua Guohua a General Iron and Steel Research Institute na vývoji 650 °C. Oceľ G115 podporujúca zváracie materiály a procesy a usporiadala niekoľko stretnutí na výmenu spotrebného materiálu na zváranie.
More information send to E-mail: export@welding-honest.com
Čas odoslania: 27. decembra 2022